





If you're looking for a fully integrated vision system, please contact us with your application requirements and we'll do our best to help see your project from conception to completion.
A bespoke Vision System can be created from the products we offer and whether working with you directly, or with one of our integration partners, we can provide a system to tackle straight forward tasks, through to very complex problems.


An automation solutions provider has designed a sophisticated assembly system for the automotive industry that automatically fits and mounts wheels onto car bodies moving continuously along the line. This highly flexible system can be used for a variety of vehicles and wheel types.
View Case Study
It's no secret that electronics manufacturers employ machine vision inspection systems as part of their manufacturing processes. This is an industry that understands that locating defective parts before they are shipped to a customer improves the product's quality and saves time and money. An Ontario-based company that builds processing systems for the PCB, electronics assembly, and medical device markets, has developed a solution that uses vision to inspect panel and sheet-based circuit features.
View Case Study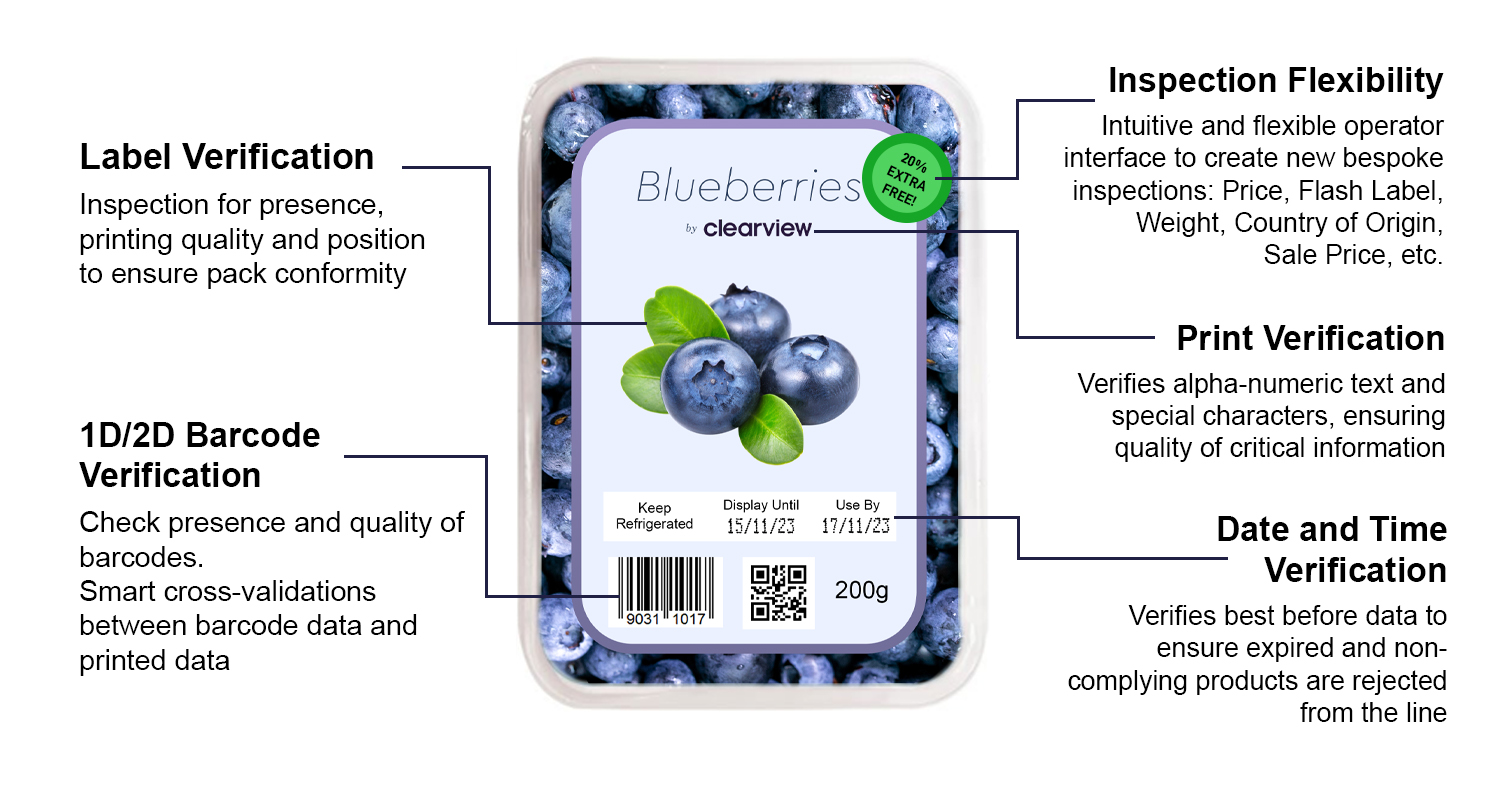
ClearView Imaging has developed a label inspection system that can detect and flag a number of different defects in different regions of interest. Label alignment, placement, dot matrix code reading and date verification can all be processed, but if you’re looking for a custom designed application please feel free to contact us to discuss your requirements.
View Case StudyIt is estimated that more than 30 per cent of fruits and vegetables grown for North American consumers are discarded before they reach grocery store shelves because of cosmetic imperfections. Using Matrox's Design Assistant, a French multi-national company has designed and manufactured several different types of "sizers", which ensures produce is the correct size, shape and colour, as well as being free from defects.

By applying machine vision technology to ITS and traffic monitoring problems, providers reach the market faster and more cost-efficiently. To address a wide variety of applications, Point Grey cameras come in a selection of digital interfaces, sensors, price points, and board-level or boxed options are available.
View Case Study
The Centre for Clinical Neurosciences has developed a unique and award-winning camera system called that mimics the motion of human eyes in real-time. The camera system, using a 0.3 MP Firefly MV camera by Point Grey, can point in any direction and is capable of imitating the fastest human eye movements, which can reach speeds of 500 degrees per second.
View Case Study
A major European biscuit and chocolate maker is one of several clients who work with Bosch to improve the efficiency of their factories. In one plant, this manufacturer outputs 30 million packages a year, and they contain over 80 different types of assorted biscuits. This manufacturer needed a solution that could support the wide variety of products and a high throughput.
View Case Study
The pharmaceutical and food industries require fast and highly-accurate inspection systems for detecting and separating foreign materials from the large batches of raw materials that they process. By working closely with ClearView Imaging, JPS Imaging Limited has developed a high-precision inspection system that uses machine vision to perform outer-appearance inspection of granules and powders.
View Case Study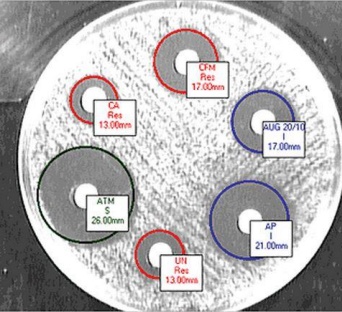
To facilitate the reading and diagnosis of microbiological specimen plates, a UK-based company has developed a new imaging system using Matrox Imaging Library (MIL) software and the Meteor-II PCI frame grabber.
View Case Study
A sports technology company has used ball-tracking technology to take sports coverage - and possibly umpiring - to a whole new level.
VIEW CASE STUDY






