




How to Choose Correct Lighting for Industrial Applications
Welcome back to our series of machine vision blogs on Illumination. This week we will be exploring different lighting options for machine vision systems, and why each type of machine vision illumination is optimal for particular settings and environments.
Whether you’re interested in building your own machine vision system for a project, a commercial application, or are just interested in learning more about illumination for machine vision, this blog post is for you.
Ultimately, illumination is fundamental for all machine vision applications, and this list of course includes printing and packaging, robotics, industrial automation, medicine, life sciences, and the automotive industry, just to name a few. We hope you enjoy reading.
Understanding Light
From a physics perspective, light is an intriguing and fascinating concept, due to wave-particle duality: unlike any other energy, it can be conceptualised as particles (photons) as well as waves, and different contexts call for different categorisations.
Light moves at 300 million metes per second, and travels definitively in straight lines.
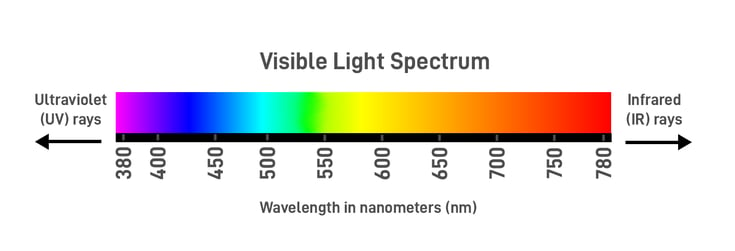
Visible light has a wavelength of roughly half a thousandth of a millimetre, between roughly 380 and 780 nanometres (nm).
Understanding Illumination in Machine Vision Systems
This is where we stem into talking about light in the context of illuminating an environment for a machine vision system. Generally speaking, there are six things you must get right:
- Part Handling & Placement
- Lighting Selection and Geometry
- Optics Design & Lens Selection
- Sensor/Camera Selection
- Algorithm Selection (Feature Extraction)
- Classification of results and actions
Object Properties
For your chosen application, it’s important to carefully think about the following aspects in order to plan how you will properly illuminate the environment.
To start with, look at the part or object you want to image. How will light interact with its surfaces? Does it appear glossy or matte? Will it absorb light, reflect it, or refract it? You can read more about this in our previous blog on the importance of illumination for machine vision.
It’s quite possible the surface properties of your object will be somewhere in between these descriptions, but it’s important to observe these characteristics as this will inform your decision on illumination method.
Next, think about the geometric shape of your part or object, and the paths of light from the illumination source to the camera. It’s important to think about this in tandem with the light-interactive properties of your object.
Ultimately, the type of lighting you choose will need to contribute to the best possible signal to noise ratio on the required features – e.g. if you’re inspecting a label on a pack of fruit, you want the best contrast, signal to noise ratio and overall image quality on the label details, rather than the fruit itself.
Light and Surfaces
Specular Surfaces
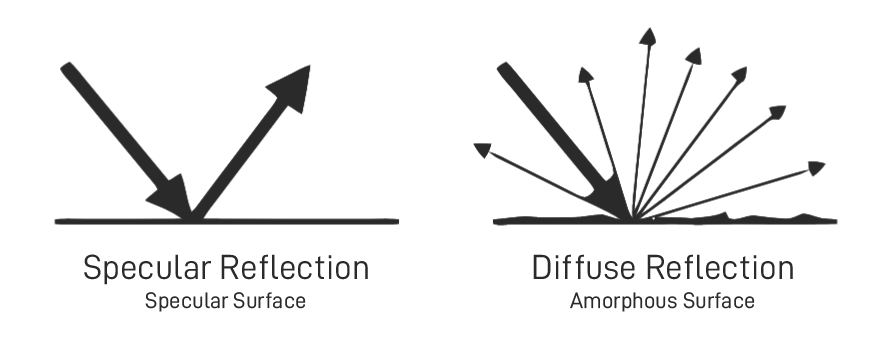
Specular surfaces are nearly perfectly reflective. Mirrors, polished metals, and liquids at low angles will produce pure specular reflection, so it really matters where you place your lighting.
Specular multi-faceted surfaces – such as sugar, wet surfaces (not water), and fractured or machined metals – behave like lots of tiny little mirrors, scattering specular reflections at many angles.
Amorphous Surfaces
Amorphous surfaces, on the other hand, are nearly perfectly matte. White paper, powders and ceramics will produce pure diffuse reflection, which will generally appear very similar from all angles, so lighting positioning is less important, but not unimportant.
Real-world examples of surfaces possessing amorphous properties include coated paper, moulded plastics, paint, rough-polished or cast metal, and damp surfaces.
Machine Vision Lighting Technology
Choosing the right type of illumination is essential for a successful vision system.
Historically, LED has excelled in many areas but struggled over long distances. These days, LED technology has improved and is generally regarded as the best option for illumination in machine vision.
When we talk about lighting types, we are not talking about the different ways in which light can be generated, as these will usually all be LED – we are talking about the different lighting effects that can be produced with different types of lights.
Bright Field and Dark Field Lighting
The following lighting techniques are all entirely to do with the placement of the light source – location is everything!
Bright Field Lighting
This is where the background and flat parts of the object appear bright, and raised edges and details appear dark.
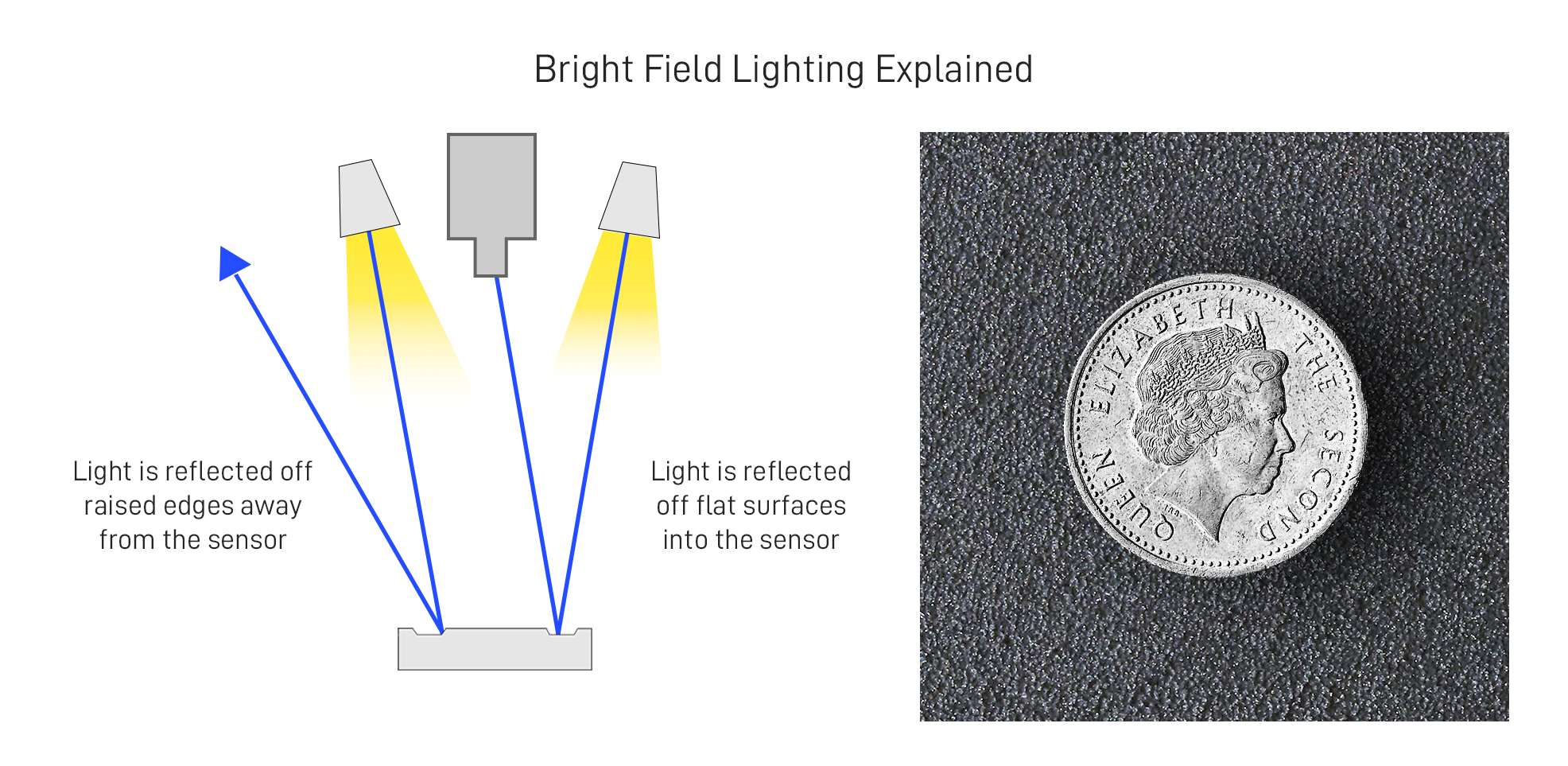
Bright Field Lighting Explained
Dark Field Lighting
Conversely, dark field lighting is where the background and flat parts of the object appear dark, and raised edges and details appear light.
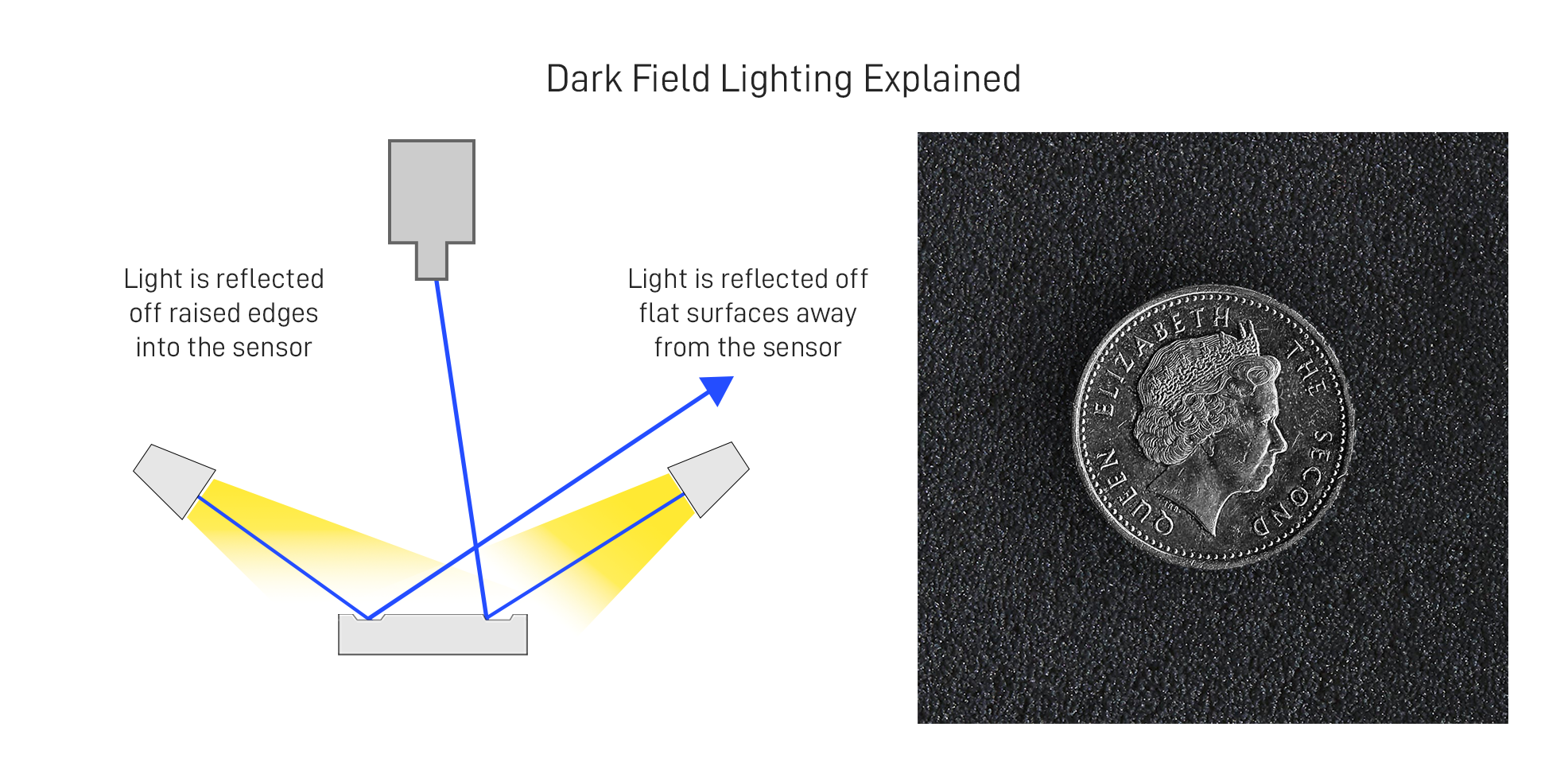
Dark Field Lighting Explained
Types of Machine Vision Lights
There are a wide variety of lighting types available for machine vision systems, all of which can be found on our illumination products page.
Bar & Linear Lights
Useful for a wide range of applications, bar & linear lights focus light intensity along a line.

Bar & Linear lights from OPT Machine Vision & Smart Vision Lights
Back Lights
Back lights produce silhouettes of the objects you are imaging, which is useful where very high levels of contrast are needed.
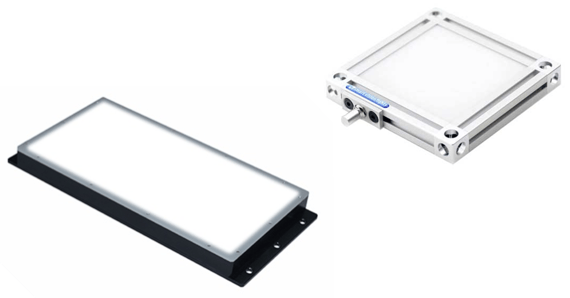
Back lights from OPT Machine Vision and Smart Vision Lights
Dome Lights
Dome lights are useful for reading barcodes, imperfections, rounded or highly reflective products, or for inspecting products with an even, uniform, and repeatable light intensity.
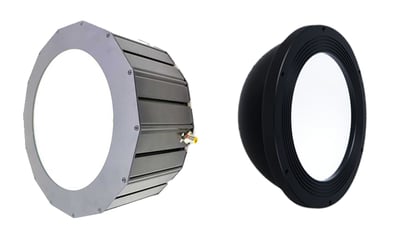
Dome lights from OPT Machine Vision
Axial & Coaxial Lights
Coaxial lights employ mirrors to illuminate objects along the same axis as the sensor. These lights are useful for increasing contrast at the edges of your target object.
 Coaxial lights from OPT Machine Vision
Coaxial lights from OPT Machine Vision
Line Lights
Line lights are typically used in tandem with line scan cameras, as they produce intense light along a finer line than bar lights.

Line scan lights from Smart Vision Lights
Line lights are available in a range of sizes, wavelengths and brightness options, and are a fantastic option for illuminating factory lines for line scan.

Cobra line lights from ProPhotonix
Spot Lights
Perfect for a DIY approach to bright field and dark field lighting, spot lights are designed for easy installation, and the many options available make them an ideal solution for many applications.

Spot Lights from ProPhotonix, Smart Vision Lights and OPT Machine Vision
Ring Lights
While less customisable than a ‘DIY’ approach, ring lights allow the user to perform techniques such as bright field illumination and dark field illumination with significantly less stress; with set angles and sizes to choose from, bright and dark field lighting is made a lot easier with ring lighting.
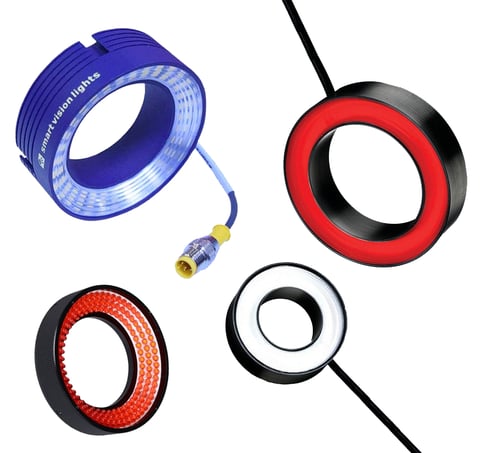
Ring lights from Smart Vision Lights, OPT Machine Vision and ProPhotonix
Machine Vision Illumination & Lighting Solutions from ClearView Imaging
That’s it for our breakdown of how to choose correct lighting for industrial applications. Be sure to check out our great range of machine vision lights over in our products section!
Be sure to stay tuned next week as we explore the different types of optical filters for machine vision!
Here at ClearView, we have a broad range of knowledge and machine vision expertise to help you decide on the right solution for your project.
We offer a huge range of components, and our experts are happy to help no matter what your question or problem may be. Feel free to get in touch with us and one of our machine vision experts will be ready to help you get going with your project!


